服务热线
181-2478-1697

服务热线
181-2478-1697

深圳市久巨科技有限公司
业务咨询:18124781697(高先生)
售后服务:15814682361(冯小姐)
邮箱:174181499@qq.com
地址 :深圳市宝安区沙井街道后亭沙松路131号
网址:www.jiuju888.com
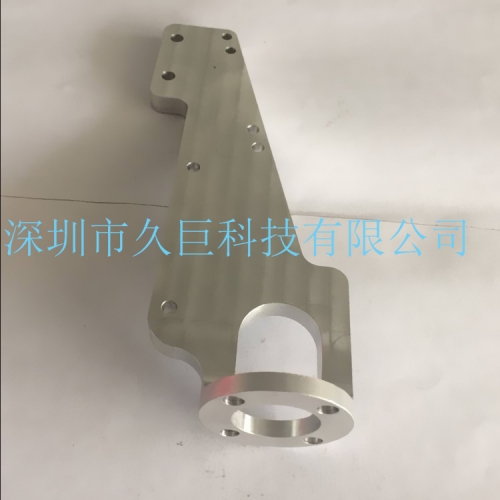
不锈钢难以加工,其原因是刀具与被加工材料之间化学联系形成加工硬化和被加工资料的低热传导性,不光简单形成不寻常的磨损,而且会刀具崩刃和不正常的破裂。如何解决不锈钢零件加工难这个问题呢?

加工不锈钢零件时切削力大切削温度高,能够选用硬度仅次于金刚石,而且可接受很高温度的立方氢化翻刀片。此外其化学慵懒很大,与铁族金属在1200~1300℃时也不起化学效果,因而十分适合加工不锈钢资料。
刀具对其切削性能起重要的效果,为使切削轻捷顺畅硬质合金刀具宜选用较大的前角以进步刀具寿数。
为避免出现切屑粘刀现象,刀具的前、后刀面应仔细刃磨以确保具有较小的粗糙度值,从而削减切屑流出阻力,避免切屑粘刀。刀具刃口应坚持锋利以削减加工硬化,进给量和背吃刀量不宜过小以避免刀具在硬化层中切削,影响刀具使用寿数。
因为不锈钢切屑具有强韧的特色,刀具前刀面上断屑槽修磨应合适,从而使切削进程中止屑、容屑、排屑便利。
因为不锈钢产生粘结和散热性差的特色,因而在切削中选用抗粘结和散热性好的切削油适当重要,如选用具有杰出冷却、清洗、防锈和光滑效果的专用不锈钢切削油。
不锈钢零件加工时宜选用低速和较大进给量进行切削。能够克服不锈钢的加工难点,使不锈钢在进行切削加工时刀具寿数得到进步,削减操作中磨刀换刀次数,在进步出产功率和切削加工精度,下降工人劳动强度和综合出产成本方面,能获得满足的效果。
 | 手机:18124781697 |
 | 邮箱:174181499@qq.com |
 | 电话:0000-00000000 |
 | 地址:深圳市宝安区沙井街道后亭沙江路131号 |


添加联系人 手机站
 在线咨询
在线咨询